Чем варят рельсы. Электроды для сварки железнодорожных рельс. Какими электродами лучше варить
Даже отбракованные или отслужившие свой срок рельсы являются желаемым приобретением для любого рачительного домовладельца. Ведь прочный и стойкий к коррозии рельс может заменить любую металлическую балку.
Однако монтирование конструкций из этого сорта металлопроката весьма затруднительно. Тяжелые рельсы требуют прочных сварочных швов. Железнодорожники используют для этих целей особый термитный состав. Ну а в быту необходимы специальные электроды для сварки железнодорожных рельс. И в этой статье мы опишем именно такую продукцию, с помощью которой вы сможете состыковать рельсы любым, удобным для вас способом.
«Рельсовые» электроды
Решая, какими электродами варить рельсы, стоит принять во внимание толщину данного сорта металлопроката. Поэтому источником присадочного материала в процессе сварки рельс могут быть только особые электроды серии УОНИ, предназначенные для стыковки толстотелых конструкций. Причем для сварки рельсов достаточно «младших» представителей этой серии – электродов УОНИ 13/45 и 13/55, которыми можно стыковать заготовки из высокоуглеродистых или низколегированных сталей.
От прочих источников присадочного материала электроды УОНИ 13/45 и 13/55 отличаются особым флюсом (покрытием), в состав которого входят ферромарганцевые руды, графит, кремний и прочие материалы.
Благодаря такому многокомпонентному миксу обеспечивается устойчивое горение дуги, передающей высокую температуру в зону сварки, и подавляется процесс образования пор в сварочном шве. Интересен и состав электродной проволоки. Ее изготавливают из железоуглеродистого сплава, легированного никелем и молибденом. Диаметр проволоки – 2-5 миллиметров.
В итоге, опираясь на особый состав флюса и присадочного материала, серия УОНИ обеспечивает не только высокую скорость работы, но и не менее высокую прочность сварочного шва.
Подготовка электрода к сварке
Электроды для сварки рельсов – работают в очень сложных условиях. Ведь толщина стыкуемых кромок в данном случае может равняться нескольким десяткам сантиметров.
Поэтому к качеству таких электродов предъявляют особые требования, а именно:
- На покрытии таких электродов не должно быть крупных трещин.
- Влажность покрытия должна соответствовать определенному значению.
И если соответствие электрода первому требованию можно проверить визуально, то с влажностью все намного сложнее.
Поэтому перед сваркой все электроды из серии УОНИ подвергают обязательному прокаливанию (подсушиванию) в особой установке.
Эта процедура выглядит как прогрев изделия до температуры в 350-400 градусов Цельсия. Причем электроды загружаются в уже разогретый «жарочный шкаф» и «томятся» в нем около 1-2 часов.
После такой подготовки электроды можно использовать в любом положении, формируя с их помощью и нижние, и потолочные, и вертикальные швы на постоянном токе, и обратной полярности подключения.
Единственное «противопоказание к применению» для серии УОНИ – это сварка по направлению сверху вниз.
Сегодняшний рынок сварочных материалов предлагает клиентам большой выбор электродов. Правильно выбранный сварочный материал- это большой вклад в итоговый успех. Каждый вид электрического проводника создан для использования при определенных условиях.
Для того, чтобы ответить на вопрос “Как выбрать электроды для сварки” следует определить несколько факторов:
- Толщина металла – чем больше толщина, тем больше должен быть диаметр прутка.
- Марка стали.
- По электроду нужно определить , а затем .
Какими электродами лучше варить
Однозначного ответа на вопрос “Какими электродами лучше варить?” не существует. Абсолютно лучших материалов для сварки нет и быть не может. Чуть ниже проанализированы наиболее распространенные. Также можете посмотреть , заодно и свое мнение присоединить.
Забор
Многие люди, живущие в своем доме, не раз задавались вопросом “Какими электродами варить забор?”. Существует большое количество марок сварочных диодов, которые применяются для подварки или полного сваривания ограждения. К популярным видам относятся:
- (на картинке).
Начинающим и непрофессиональным сварщикам рекомендуется применять электроды с .
Окончательный выбор марки электрода зависит от марки стали труб. Также следует учитывать особенности сварки оградительных систем.
Наиболее востребованным видом металлопроката, используемым при строительстве сварного забора, является профильная труба прямоугольного сечения. Работа с данным материалом подразумевает несколько важных нюансов.
Сварку труб профильного сечения можно осуществлять 4 способами.
1. Электродуговая сварка считается самым удобным, а потому и часто применяемым способом. Главная особенность – возможность работы в труднодоступных местах. Дуговая сварка труб осуществляется в специальном помещении. Концы труб необходимо обезжирить и зачистить. Если толщина изделия превышает 4 мм, то нужно подготовить кромку с помощью фаскоснимателя. Шлак, который будет образовываться, необходимо периодически сбивать.
3. Газовая сварка менее популярна из-за высокой затратности, опасности метода и необходимости специальной подготовки мастера.
4. Контактная сварка применяется в основном на предприятиях и промышленных объектах.
Тонкий металл
Сварка тонкого металла является проблемой даже для опытных мастеров. При работе с таким видом материала имеется множество сложностей и особенностей, из-за которых тяжело верно подобрать режимы и электроды.
Первая сложность
– металл небольшой толщины при сильном нагревании прогорает и образуются дыры.
Второй важный момент – сварка должна проводиться на малых токах, также необходимо делать короткую дугу. При незначительном отрыве она просто гаснет. Также могут возникать проблемы с розжигом дуги, поэтому следует использовать аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70В) и плавной регулировкой сварного тока, которая начинается от 10А.
При сильном нагреве может произойти ещё одна неприятность – изменение геометрии листов, они выгибаются волнами.
При осуществлении сварки встык , кромки необходимо зачищать от загрязнений и ржавчины. Листы следует располагать без зазоров. Детали фиксируются различными приспособлениями: струбцины, прижимы и другие. Затем детали прихватывают через каждые 7-10 см. короткими швами, чтобы они не смещались.
 Также при сварке элементов встык необходимо делать отбортовки. Когда отбортованная кромка расплавляется, отогнутые части заплавляются внутрь, закрывая весь промежуток между заготовками и вместе с металлом, поступающим с электрода, образуют шов. Таким образом, не происходит проплавление металла насквозь, а получается полностью заполненный шов.
Также при сварке элементов встык необходимо делать отбортовки. Когда отбортованная кромка расплавляется, отогнутые части заплавляются внутрь, закрывая весь промежуток между заготовками и вместе с металлом, поступающим с электрода, образуют шов. Таким образом, не происходит проплавление металла насквозь, а получается полностью заполненный шов.
Исходя из анализа специфики предстоящей работы сварщик определяет какими электродами варить тонкий металл.
Следующие марки предназначены для работы с тонким металлом:
- (на картинке).
- МТ-2.
Важно! Чем тоньше металл, который предстоит варить мастеру, тем меньше должен быть диаметр электрода.
Трубы
Сварка труб требует наличия определенного опыта и навыков. Только знающий специалист может точно определить .
При строительстве трубопроводов выделяют три вида сварных стыков: поворотные, неповоротные и горизонтальные. Сварка каждого из которых обладает собственной спецификой.
1. Соединение стыков первого типа проводится в три слоя. В первую очередь производится разделение стыка на четыре отрезка. Первые два сваривают, делают поворот трубы на 180 градусов, затем осуществляется сварка оставшихся отрезков. После этого, труба поворачивается ещё на 90 градусов и варится второй слой. Сварка стыка завершается ещё одним поворотом трубы на 180 градусов и повторным соединением оставшихся двух отрезков.
2. Для работы с неповоротными стыками также применяется технология трехслойной сварки.
3. При сваривании горизонтальных стыков используются электроды диаметром 4 мм. Электроды движутся возвратно-поступательно, образуя ниточный валик не выше 1,5 мм. Второй валик перекрывает первый. Ток вначале составляет до 160А. Во время сваривания третьего и четвертого валика используются электроды диаметром 5 мм. Ток увеличивается до 300А.

Электроды ЦЛ-39
Ниже представлен список наиболее популярных материалов, с помощью которых даже начинающий мастер сможет установить какие электроды лучше для сварки трубопроводов.
Швеллер

Швеллер активно применяется в . Однако, даже небольшие ошибки в сварочном процессе данного вида металлопроката могут привести к нарушению прочности всего изделия. Главная сложность состоит в самой технике сваривания: правильный предварительный прогрев металла и опыт сварщика.
Неверно выбранный шов приводит к тому, что зона около шва теряет до 20% прочности. Рассмотрение данных нюансов поможет разобраться в том, какими электродами варить швеллер.
Электродуговая сварка является предпочтительным видом для соединения швеллера. Качественный шов получается при использовании электродов .
Газовая резка с последующей обработкой кромок и газовая сварка для исправления дефектов готовых конструкций используется часто.
Для работы с швеллером используются три типа соединений.
1. Сварка встык применяется наиболее часто, потому что является особенно экономичной. Если в качестве главных критериев используются скорость и простота работы, а не надежность, то следует выбрать именно такой вид шва. Но особое внимание нужно обратить на обработку кромок:
- толщина полок швеллера больше 6 мм., скос кромок не осуществляется;
- толщина до 12 мм, скос под углом 30 градусов;
- толщина более 12 мм., скос выполняется с внутренней стороны под тупым углом.
2. Чтобы избежать появления трещин при сваривании встык, необходимо добавить подкладки . Их толщина зависит от режима соединения и толщины исходного металла. Все накладки лучше тщательно обварить по контуру с использованием всех рекомендаций при выполнении швов внахлест. В ситуациях, когда обварить со всех сторон не выходит, все зазоры следует заполнить антикоррозионной жидкостью.
3. Для получения полой балки , два швеллера соединяют полками внутрь, таким образом образовывается коробочка. Технология такого соединения схожа с методом сварки встык.
 Рельсы
Рельсы
Сваривание рельсов – довольно проблематичный процесс из-за их большого сечения. Для того, чтобы сварочный процесс проходил в комфортных условиях нужно установить какими электродами варить рельсы.
Отличным выбором для сваривания толстотелых конструкций являются электроды марки и .
Перед тем, как приступить к проведению сварочного процесса, необходимо правильно выполнить подготовительный этап.
Данный этап начинается с нагревания концов рельс с помощью многопламенных горелок. Затем концы рельсов зажимаются при помощи гидравлического пресса с последующим нагревом до 1200 градусов при помощи все тех же горелок. Последние осуществляют колебательные движения вдоль образованного стыка. Частота составляет 50 колебаний в минуту. Вместе с этим рельсы сжимаются с силой 10-13 тонн, которая устанавливается специальными расчетами. В результате получается осадка около 20 мм. Все описываемые действия выполняются универсальными газопрессовыми станками.
1. Самый распространенный метод для соединения рельсовых плетей и стыков рельсов – электродуговая сварка . Рельсы укладываются в нужном положении, а пространство между стыками постепенно заполняется сварочными соединениями.
Оптимальным вариант – ванный метод. Предварительно обрезанные перпендикулярно продольной оси концы рельсов монтируются без перелома. При этом в профиле должно быть возвышение 3-5 мм. В такой позиции рельсы должны быть закреплены с зазором 14-16 мм. Между торцов рельсов вводится электрод, через который пропускается ток 300-350 ампер. Таким образом, расплавленный металл электрического проводника заполняет зазор между торцами, равномерно по всему сечению. После сваривания место работы шлифуется.
2. Термитная (алюминотермитная) технология применяется для состыковки поверхностно- и объемно-закаленных, термически не упрочненных рельс в любых комбинациях. Данная технология максимально соответствует всем необходимым требованиям, предъявляемым к железнодорожным путям.
3. Основа газопрессового сваривания – соединение металлов при температуре, которая находится в пределах, ниже точки плавления, но при высоком давлении. Перед проведением рабочего процесса концы рельсов плотно приставляются друг к другу. Для обеспечения максимальной чистоты металла и высокой плотности прилегания следует произвести одновременное прорезывание торцов обеих рельсов. Перед самим процессом сваривания торцы промываются четыреххлористым углеродом.
Нержавеющая сталь
Применение нержавеющей стали продлевает срок эксплуатации и внешний вид изделий. Сваривание нержавейки осуществляется несколькими методами. Работа с легированной сталью гарантирует получение ровных швов, которые требуют минимальной обработки: шлифовка или полировка.
Предварительная подготовка нержавейки включает несколько этапов:
- очистка от загрязнений;
- тонкие пластины (0,5-1,5 мм.) нужно подвести друг к другу;
- материал более 4 мм. требует разделку кромок;
- элементы толщиной свыше 7 мм. лучше предварительно подогреть;
- для фиксации пластин необходимо поставить несколько прихваток.
Выполнив все эти действия можно приступать к соединению.
Выделяют три способа сваривания нержавеющих сталей.
Полезное видео
Предлагаем посмотреть ролик с разъяснениями по выбору.
Реконструкция скоростного трамвая в Киеве продолжается уже не первый год. За годы независимости Украины перебои с финансированием стали доброй традицией, и этот объект не стал исключением: сроки уже не раз переносились.
По сути полностью завершены только участки от Гната Юры до Кольцевой дороги и ул. Старовокзальная с кусочком ул. Жилянской. Всё остальное всё также находится в стадии реконструкции.
В качестве примера - текущее состояние развязки на перекрестке ул. Гната Юры и просп. 50-летия Октября:
Подробный отчет с остальных участков приводить не буду, т.к. это тема отдельного поста, а расскажу лишь о сварке рельсов на перегоне между Политехом и Воздухофлотским просп., на которую мы с dfaw попали по наводке 81412 .
Дело клонилось к вечеру, и при подходе к точке выполнения работ сварщики завершали варить очередной стык:
Стык сварен, можно раскрывать форму:
Сварка выполняется электродуговым способом с закладным электродом (разработка института электросварки имени Патона (?)). Суть в том, что в стык вставляется электрод, на его конце зажигается электрическая дуга и начинается процесс сварки. Сварка выполняется специальной порошковой проволокой, при этом не требуется защитный газ или флюс.
Сварочный аппарат (над сваренным стыком хорошо видно электрод, а еще выше - катушку с проволокой):
Сваренный стык. Его еще предстоит отшлифовать:
Рельсы свариваются в достаточно длинные плети, и для того, чтобы они не изогнулись при нагреве в жаркий летний день, необходимо как-то компенсировать их удлинение. Существует ряд способов решения проблемы. Например, через определенное расстояние могут ставиться "выравнивающие" стыки - несколько обычных стыков между сварными участками. На железной дороге их легко можно услышать на слух - через определенные промежутки времени будет слышен перестук колес, а затем снова тихий ход. Еще один вариант решения проблемы расширения рельс - специальные тепловые стыки, такие как вот этот:
Теперь давайте поразглядываем процесс сварки стыков с самого начала. Перед началом работ торцы рельс зачищаются:
Затем начинают собирать форму, в которой будет вариться стык (чтобы сплав не растекался дальше стыка):
Над стыком устанавливается сварочный аппарат:
Собирается верхняя часть формы:
Выполняется регулировка положения сварочного аппарата, электрода:
И начинается процесс сварки:
Амперметр на сварочном аппарате показывает силу тока 263 А, и это не предел. Для сравнения: утюг или электрочайник мощностью 1 кВт порождает ток менее 5 А. Хотя чтобы полностью честным, следует отметить, что рабочее напряжение при сварке всего пару десятков вольт.
Процесс близится к завершению:
Еще один стык сварен. На весь процесс ушло около 30 мин.
Этот способ сварки из-за относительйо невысокой прочностной характеристики в трамвайных хозяйствах и на станционных путях железных дорог применяется редко. Преимуществом электродуго — вого способа сварки является то, что им можно сваривать рельсы в пути.
Стыки, свариваемое электродуговым способом, можно разде лить на две группы: 1) стыки с приваркой накладок и подкладок; 2) стыки, провариваемые по всему сечению рельсов (ванный способ). Стыки первой группы из-за чрезвычайно низких прочностных показателей на железнодорожном транспорте не применяются, а в трамвайных путях используются редко.
Ванный способ ‘
Ванный способ сварки стыков рельсов разработан Московским опытным сварочным заводом.
Сварка производится на постоянном или переменном токе электродами диаметром 5 мм. Питание осуществляется от стандартно — 76
0 электросварочного оборудования типа СТЭ-34; ПС-500; ПАС-400
Применяемая сила тока 300-350 а. Для сварки используют ілектродьі марки УОНИ-ІЗ/55А с временным сопротивлением на — їлавленного металла 55 кгімм2.
В настоящее время в связи с появлением новых марок рельсо —)ой стали, обладающих повышенными прочностными данными, ре — сомендуется применять электроды УОНИ-13/85у с временным со-* іротивлением наплавленного металла.85 кг/мм2-
Сборку стыков под сварку, как правило, производят на шпа — іах. Концы рельсов обрезают по угольнику механическими средствами или газом. После обрезки газом торцы рельсов необходи — ю очистить от окалины.
Стык должен быть выверен в вертикальной и горизонтальной плоскостях, после чего он возвышается на 1,0-1,5 мм на 1 пог. м.
Регулировку величины подъема стыка производят деревянными клиньями, а проверку-специальной стальной метровой линейкой с регулируемыми по длине штифтами на концах.
Зазор между свариваемыми рельсами должен быть 12-15 мм или 1,5 диаметра электрода с учетом толщины слоя обмазкь. .
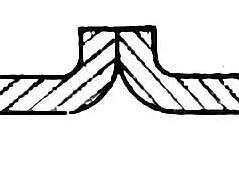
Технологически сварку рельсового стыка можно разделить на две главные операции: сварку подошвы, сварку шейки и головки.
* Сварку подошвы производят на остающейся (стальной) или съемной медной пластинке. Длина этой пластинки на 20 мм больше ширины подошвы рельса, а ширина пластинки 40 мм.
Используется несколько вариантов таких пластинок:
1) стальная (Ст. 3) толщиной 5-6 мм; пластинку укладывают под стык и плотно поджимают;
2) комбинированная, под стык укладывают стальную пластинку толщиной 2 мм, а под нее медную подкладку;
3) медную пластинку с канавкой, заполняемой несколькими огарками электродов УОНИ-13/55 А, поджимают непосредственно под стык.
Лучшие результаты дает применение медной и комбинированной пластинок. *
Подошва рельса-наиболее чувствительное место сварного стыка, где особенно ярко проявляются низкое качество наплавленного металла и другие погрешности сварки.
При ванном способе сварки рчень важно удержать в межстыковом зазоре жидкий наплавленный металл и шлак. Для этого применяют специальные медные формы многократного пользования: нижние - для сварки подошвы и боковые - для сварки шейки и головки.
Снаружи формы имеют прямоугольную кбйфигурацию. Внутренний контур их соответствует форме того участка рельса, с которым они сопрягаются. По оси формы имеется выемка, которая при сварке заполняется жидким наплавленным металлом с образованием усиления стыка.
При установке форм их ось совмещают с зазором стыка, а боковые формы, кроме того, еще и фиксируют струбциной.
Зазор в местах сопряжения форм с поверхностью рельсов не должен превышать 1 мм. В противном случае края форм необходимо обмазать огнеупорной глиной. Сваривая подошву, шов начинают с края пластинки и, совершая колебательные движения поперек зазора стыка, ведут его к другому концу, тщательно проваривая углы между торцами рельсов и пластинкой.
Второй шов следует накладывать в противоположном напраї лении, начиная его также от края пластинки.
При выполнении следующих проходов нужно внимательно наблюдать за тем, чтобы жидкая ванна расплавленного металла располагалась по всей длине подошвы.
В процессе сварки колебательные движения электродом нужно совершать быстро. Закончить сварку подошвы следует в центре стыка, благодаря чему шов получается с уклоном от центра к краям, что соответствует профилю рельсов-
В подошве стыка сварной шов должен иметь усиление в 2-3 мм, а края подошвы - перекрываться плавным швом.
Поверхность шва после заварки подошвы нужно очистить от шлака.
После установки боковых форм следует немедленно начинать последующую сварку, чтобы не допустить значительного охлаждения стыка.
Сварочная дуга возбуждается в месте окончания сварки подошвы, т. е. у основания шейки, и ведется, непрерывно заполняя наплавленным металлом весь зазор.
Заканчивая сварку стыка, на поверхности катания необходимо наплавить прибыльную часть толщиной 4-5 мм, которая компенсирует усадку при кристаллизации стыка.
После -сварки, когда стык еще имеет красный цвет, поверхность его следует уплотнить проковкой.
Недостатками ванного способа сварки являются горячие трещины и непровар. Горячие трещины иногда появляются при сварке рельсов из бессемеровской стали, содержащей повышенное количество вредных примесей-серы, фосфора, азота. Эти же дефекты могут быть при ускорении процессов сварки рельсов тяжелых типов.
Непровар и шлаковые включения, наоборот, получаются при замедленных скоростях сварки-
Если обнаружены какие-либо дефекты, последующую подварку можно производить при температуре стыка не менее 300°.
При осуществлении монтажа, а также ремонтных работах на железнодорожном полотне, крановых установках, и других условиях, где применяются рельсы, используется особая технология сваривания. Так как в описываемых условиях необходима особая прочность, а также стойкость к различного рода нагрузкам, то сварка железнодорожных рельсов относится к отдельной категории сварки.
Электродуговая сварка
Стоит отметить, что одним из самых распространенных методов, который применяется при сварке рельсовых плетей и стыков рельс, является электродуговая сварка. В данном случае рельсы укладываются в необходимом положении, а пространство между их стыками послойно постепенно заполняется необходимым сварочным материалом. Последний расплавляется от температуры дугового разряда. Для сварки торцов железнодорожных рельсов данным способом может применяться переменный ток, поступающий от трансформатора или же постоянный ток, получаемый от мобильного сварочного агрегата.
Самым оптимальным вариантом является ванный метод. При этом концы рельсов, предварительно обрезанные перпендикулярно их продольной оси, монтируются без перелома. При этом в профиле должно быть возвышение от 3 до 5 миллиметров. В такой позиции рельсы должны быть закреплены с зазором от 14 до 16 мм.
Между торцов железнодорожных рельсов вводится электрод, через который пропускается ток 300-350 ампер. В итоге, расплавленный метал электрода заполняет зазор между торцами, равномерно по всему сечению.
Для исключения растекания металла используются различные методы закрывания зазора между рельсами. После сваривания место работы шлифуется по всему периметру.
Термитная сварка
Технология данного типа сварки заключается в реакции, которая возникает при контакте окиси железа и алюминия. Сталь, которая возникает в описываемых условиях при температурах более 2000 градусов, должна заливаться в огнеустойчивую форму, которая полностью идентична геометрии самого рельса.
Термитная технология была открыта еще в 1896 году известным профессором Гансом Гольдшмидтом. По сути термитная технология представляет собой восстановление железа из окиси с использованием алюминия. При этом термитная реакция характеризуется выделением большого количества тепла.
Термитная технология еще именуется алюминотермитная сварка рельсов, так как в ней применяется алюминий. Интересно, что термитная реакция происходит на протяжении всего нескольких секунд после поджигания термитной порции. Кроме окиси железа и алюминия,в состав данной смеси включаются частицы стали,демпфирующие реакцию,а также легирующие добавки. Последние служат для того, чтобы была получена сталь необходимого качества и параметров. Интересно, что в конце реакции осуществляется послойное разделение на жидкую сталь и легкий шлак, который оказывается сверху.
Термитная технология позволяет соединять между собой поверхностно-закаленные, объемно-закаленные, а также термически не упрочненные рельсы в любых комбинациях. Термитная сварка позволяет соответствовать высоким требованиям, которые сегодня выдвигаются к высокоскоростным магистралям и бесстыковым путям.
Газопрессовая сварка
Данная технологи основывается на соединении металлов при температуре, которая находится в пределах, ниже точки плавления, но при высоком давлении. Главные «плюсы» данной технологии:
- Однородная структура металла в области стыка железнодорожных рельсов;
- Высокое качество получаемого соединения.

Ввиду вышеописанных преимуществ, данный тип сварки очень эффективен при сварке тяжелых железнодорожных рельсов. Перед осуществлением собственно сварки, концы железнодорожных рельсов плотно приставляются друг к другу. При этом при помощи дисковой пилы рельсорезного станка или механической ножовкой осуществляется одновременное прорезывание торцов обеих рельсов. В итоге обеспечивается максимальная чистота металла, а также высокая плотность прилегания. Перед самим процессов сваривания торцы промываются четыреххлористым углеродом. Также дл я этих целей может применяться дихлорэтан. Подготовительный же этап перед непосредственно сваркой заключается в нагревании концов рельс, для которого применяются многопламенные горелки.
После этого концы рельсов должны быть зажаты при помощи гидравлического пресса с последующим нагревом до 1200 градусов при помощи все тех же многопламенных горелок. Последние осуществляют колебательные движения вдоль образованного стыка. Частота этих колебаний составляет 50 колебаний в минуту. Вместе с этим рельсы сжимаются с силой от 10 до 13 тонн, которая устанавливается специальными расчетами. В результате получается осадка около 20 мм. Для осуществления описываемых действий используются универсальные газопрессовые станки.
После завершения обрабатывается. После этого производится также его нормализация.
Итоги
Итак, существует три ключевые технологии сваривания рельсов. Каждая из них обладает собственными «плюсами» и «минусами». Однако стоит отметить, что алюмотермитная сварка максимально соответствует всем современным жесточайшим требованиям к бесстыковым железнодорожным путям. Потому ее применение полностью обоснованно при построении и ремонте современных магистралей.